Buscar producto

La pureza de esta materia prima de vitamina B en polvo es ≥ 99,5, se ajusta a las normas de farmacopea USP43 y EP10, adopta un proceso de micronización de malla 80, y la velocidad de disolución se incrementa en 40%. Está especialmente diseñado para suplementos dietéticos y procesamiento de alimentos funcionales para satisfacer la demanda a gran escala.
≥ 99,5%
Contenido
100 sobre malla 80
Número de mallas
≤ 0,5%
Pérdida por secado


Esta vitamina B en polvo sigue estrictamente las normas de producción de la farmacopea USP43, EP10 y BP2021. A través de la detección de cromatografía líquida de alto rendimiento, el contenido principal es estable entre 99,0 y 100,5, y la cantidad total de metales pesados se controla por debajo de 10 ppm, asegurando que el producto final pasa con éxito la revisión de cumplimiento de la FDA y la UE.
Para el llenado automático de cápsulas y la optimización del proceso de comprimidos, el ángulo de reposo del polvo se controla entre 30 ° y 35 °. Esta excelente fluidez permite que la vitamina B en polvo se distribuya más uniformemente en la premezcla, reduciendo el coeficiente de variación de mezcla lote a lote a menos de 2%, mejorando significativamente la eficiencia de la producción.
El tamaño de las partículas de la vitamina B en polvo se controla a D90 < 150 micras utilizando tecnología avanzada de molienda por chorro. En comparación con el polvo cristalino ordinario, su superficie específica aumenta en 25%, y la velocidad de disolución en el entorno simulado del jugo gástrico aumenta en 40%, lo que mejora eficazmente la eficacia de absorción del producto final en el cuerpo humano.
Los defectos de la red cristalina se reducen gracias al exclusivo proceso de cristalización, de modo que la vitamina B en polvo es menos sensible a la luz y a la oxidación. Bajo la condición de almacenamiento de 25 grados Celsius, la tasa de retención de los componentes principales sigue siendo tan alta como 98,5 después de 24 meses, lo que reduce en gran medida el riesgo de pérdida de distribuidores en el proceso de almacenamiento.
La tecnología de secado en lecho fluidizado se utiliza en el proceso de producción para controlar estrictamente las impurezas volátiles y la humedad dentro de 0,5%. Incluso en un entorno de transporte con una humedad relativa de 60%, la vitamina B en polvo puede mantener un estado de polvo suelto, resolviendo el problema común de aglomeración y endurecimiento de las materias primas durante el transporte.
En el proceso de extracción y refinado no se utiliza benceno ni disolventes clorados, y el contenido residual de disolvente está muy por debajo del límite especificado en ICH Q3C (por ejemplo, residuo de metanol <3000ppm). Esta vitamina B en polvo de gran pureza es especialmente adecuada para preparados para lactantes y productos nutricionales de gama alta con requisitos de seguridad extremadamente altos.
| Elementos de prueba | Especificaciones técnicas | Método de detección |
| Apariencia | Polvo cristalino entre blanco y blanquecino | Inspección visual |
| Reacción de identificación | El espectro infrarrojo coincide con el espectro de referencia. | Y |
| Determinación del contenido | 98,5% - 101,0% (en base seca) | HPLC |
| Nivel de pH | 2.4 - 3.0 | 1% solución acuosa |
| Pérdida por secado | ≤ 0,5% | Secar a 105℃ hasta peso constante. |
| Residuos de la combustión | ≤ 0,1% | USP |
| Cantidad total de metales pesados | ≤ 10 ppm | USP |
| Plomo | ≤ 2 ppm | ICP-MS |
| En | ≤ 1 ppm | ICP-MS |
| Distribución granulométrica | 100% pasan por un tamiz de malla 80 | Analizador láser granulométrico |
| Densidad aparente | 0,45 - 0,65 g/ml | Método de densidad de toma |
| Límites microbianos | Recuento bacteriano total < 1000 UFC/g | USP |
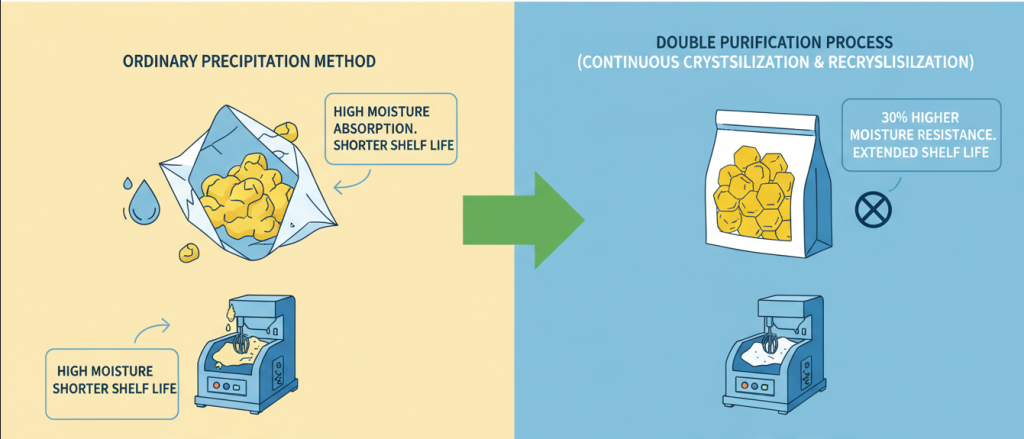
A diferencia de la vitamina en polvo producida por el método de precipitación ordinario en el mercado, esta vitamina B en polvo adopta el doble proceso de purificación de cristalización continua y recristalización. Este proceso no sólo elimina trazas de subproductos de reacción, sino que también hace que la estructura cristalina sea más regular y densa. En las mismas condiciones de envasado, la capacidad de absorción de humedad de este producto es 30% superior a la de los productos ordinarios, lo que amplía enormemente el período de ventana de funcionamiento después de la apertura.
En el rendimiento final de la aplicación, muchas materias primas de gama baja debido al fuerte efecto electrostático, se adhieren fácilmente a la pared del mezclador, lo que resulta en la pérdida de alimentación. Este producto a través de la tecnología de tratamiento de superficie, la carga superficial a un mínimo. Los datos muestran que en la producción de cada tonelada de premezcla, la pérdida residual de la vitamina B en polvo se reduce en alrededor de 1,5 kg, lo que reduce directamente el coste de materia prima de la empresa de producción.

En vista de la pertinaz enfermedad de las materias primas a granel que forman grumos duros debido a la humedad en el transporte a larga distancia, redujimos el contenido inicial de humedad de la vitamina B en polvo a 0,2% y la envasamos al vacío con papel de aluminio de doble capa. Esto garantiza que la mercancía se pueda alimentar directamente sin triturar después de llegar al destino, ahorrando el coste de mano de obra del procesamiento secundario.
En vista de los problemas de mezcla desigual y manchas de color en la superficie causados por la gran diferencia de tamaño de las partículas de materia prima en el proceso de tableteado, controlamos el coeficiente de amplitud de la distribución del tamaño de las partículas de la Vitamina B en polvo dentro de 1,2. Este polvo altamente uniforme puede integrarse perfectamente con los materiales auxiliares para garantizar que el color de cada pieza del producto acabado sea uniforme y mejorar el aspecto del producto.
Con el objetivo de solucionar el problema de que la máquina encapsuladora de alta velocidad se detiene con frecuencia debido a la escasa fluidez de las materias primas, este producto optimiza el ángulo de reposo a 32 ° mediante el control de la morfología cristalina. Las pruebas prácticas demuestran que el uso de esta vitamina B en polvo puede aumentar la velocidad de llenado en 15% por hora y reducir en gran medida el tiempo de inactividad de mantenimiento del equipo.
Adecuado para fábricas de comprimidos vitamínicos complejos, cápsulas duras o caramelos blandos. La vitamina B en polvo de gran pureza garantiza una cantidad suficiente de principio activo en un volumen de comprimido limitado, y sus buenas propiedades de compresión son muy adecuadas para procesos de tableteado de alta velocidad.

Para empresas que producen bebidas energéticas, harina enriquecida o barritas nutritivas. Debido a la excelente solubilidad en agua y resistencia al calor de la vitamina B en polvo, puede permanecer estable durante el procesamiento térmico, como la pasteurización, y no causará precipitación ni turbidez en el producto acabado.

Para clientes agrícolas que necesitan producir premezclas de alta calidad. La alta fluidez y las bajas propiedades electrostáticas de este producto permiten mezclarlo uniformemente con portadores de minerales traza para garantizar una distribución uniforme de las vitaminas en el pienso y satisfacer las necesidades nutricionales de la agricultura de precisión moderna.

Es adecuada para desarrollar marcas de cuidado de la piel con efecto reparador calmante. Los residuos extremadamente bajos de metales pesados y las características no irritantes de la vitamina B en polvo la hacen ideal para añadir a lociones, cremas o champús para mejorar la función de barrera de la piel o la salud del cabello.


La vitamina B en polvo es sensible a la luz y al calor, por lo que el almacén debe mantenerse por debajo de 25°C y la humedad relativa por debajo de 60%. Asegúrese de conservar el envase original de la capa de protección contra la luz, después de abrir la bolsa si no se agota, debe ser inmediatamente termosellada o atada para evitar la degradación oxidativa.

En la producción de preparados sólidos, se recomienda utilizar el método de dilución incremental de igual cantidad para la mezcla. La vitamina B en polvo se premezcla con la misma cantidad de material de relleno (como almidón o lactosa) y, a continuación, se añaden gradualmente el resto de materiales auxiliares para garantizar la dispersión uniforme de las materias primas traza en toda la fórmula.

Al preparar preparados líquidos, se recomienda controlar la temperatura del agua del disolvente entre 30°C y 40°C. Aunque la vitamina B en polvo es fácilmente soluble en agua, las temperaturas excesivas (más de 60°C) pueden provocar una pérdida parcial de potencia, y debe evitarse la introducción excesiva de aire durante la mezcla para reducir la oxidación.

Dado que la vitamina B puede reaccionar con los iones metálicos a un valor de pH específico, se recomienda que las paredes interiores de todos los equipos en contacto con la vitamina B en polvo (como los tanques de mezcla y los depósitos de almacenamiento) sean de acero inoxidable de grado 316L y se pasiven regularmente para evitar el deterioro catalítico por iones metálicos.

certificado

Bienvenido a nuestra página de preguntas frecuentes. Hemos recopilado las respuestas a las preguntas más comunes que pueda tener, con la esperanza de ofrecerle soluciones claras y rápidas. Si no encuentra aquí la información que necesita, no dude en ponerse en contacto con nuestro equipo de atención al cliente.
La pureza de esta materia prima de vitamina B en polvo es ≥ 99,5, se ajusta a las normas de farmacopea USP43 y EP10, adopta un proceso de micronización de malla 80, y la velocidad de disolución se incrementa en 40%. Está especialmente diseñado para suplementos dietéticos y procesamiento de alimentos funcionales para satisfacer la demanda a gran escala.
Contenido
≥ 99,5%
Número de mallas
100 sobre malla 80
Pérdida por secado
≤ 0,5%

Esta vitamina B en polvo sigue estrictamente las normas de producción de la farmacopea USP43, EP10 y BP2021. A través de la detección de cromatografía líquida de alto rendimiento, el contenido principal es estable entre 99,0 y 100,5, y la cantidad total de metales pesados se controla por debajo de 10 ppm, asegurando que el producto final pasa con éxito la revisión de cumplimiento de la FDA y la UE.
Para el llenado automático de cápsulas y la optimización del proceso de comprimidos, el ángulo de reposo del polvo se controla entre 30 ° y 35 °. Esta excelente fluidez permite que la vitamina B en polvo se distribuya más uniformemente en la premezcla, reduciendo el coeficiente de variación de mezcla lote a lote a menos de 2%, mejorando significativamente la eficiencia de la producción.
El tamaño de las partículas de la vitamina B en polvo se controla a D90 < 150 micras utilizando tecnología avanzada de molienda por chorro. En comparación con el polvo cristalino ordinario, su superficie específica aumenta en 25%, y la velocidad de disolución en el entorno simulado del jugo gástrico aumenta en 40%, lo que mejora eficazmente la eficacia de absorción del producto final en el cuerpo humano.
Los defectos de la red cristalina se reducen gracias al exclusivo proceso de cristalización, de modo que la vitamina B en polvo es menos sensible a la luz y a la oxidación. Bajo la condición de almacenamiento de 25 grados Celsius, la tasa de retención de los componentes principales sigue siendo tan alta como 98,5 después de 24 meses, lo que reduce en gran medida el riesgo de pérdida de distribuidores en el proceso de almacenamiento.
La tecnología de secado en lecho fluidizado se utiliza en el proceso de producción para controlar estrictamente las impurezas volátiles y la humedad dentro de 0,5%. Incluso en un entorno de transporte con una humedad relativa de 60%, la vitamina B en polvo puede mantener un estado de polvo suelto, resolviendo el problema común de aglomeración y endurecimiento de las materias primas durante el transporte.
En el proceso de extracción y refinado no se utiliza benceno ni disolventes clorados, y el contenido residual de disolvente está muy por debajo del límite especificado en ICH Q3C (por ejemplo, residuo de metanol <3000ppm). Esta vitamina B en polvo de gran pureza es especialmente adecuada para preparados para lactantes y productos nutricionales de gama alta con requisitos de seguridad extremadamente altos.
| Elementos de prueba | Especificaciones técnicas | Método de detección |
| Apariencia | Polvo cristalino entre blanco y blanquecino | Inspección visual |
| Reacción de identificación | El espectro infrarrojo coincide con el espectro de referencia. | Y |
| Determinación del contenido | 98,5% - 101,0% (en base seca) | HPLC |
| Nivel de pH | 2.4 - 3.0 | 1% solución acuosa |
| Pérdida por secado | ≤ 0,5% | Secar a 105℃ hasta peso constante. |
| Residuos de la combustión | ≤ 0,1% | USP |
| Cantidad total de metales pesados | ≤ 10 ppm | USP |
| Plomo | ≤ 2 ppm | ICP-MS |
| En | ≤ 1 ppm | ICP-MS |
| Distribución granulométrica | 100% pasan por un tamiz de malla 80 | Analizador láser granulométrico |
| Densidad aparente | 0,45 - 0,65 g/ml | Método de densidad de toma |
| Límites microbianos | Recuento bacteriano total < 1000 UFC/g | USP |
En vista de la pertinaz enfermedad de las materias primas a granel que forman grumos duros debido a la humedad en el transporte a larga distancia, redujimos el contenido inicial de humedad de la vitamina B en polvo a 0,2% y la envasamos al vacío con papel de aluminio de doble capa. Esto garantiza que la mercancía se pueda alimentar directamente sin triturar después de llegar al destino, ahorrando el coste de mano de obra del procesamiento secundario.
En vista de los problemas de mezcla desigual y manchas de color en la superficie causados por la gran diferencia de tamaño de las partículas de materia prima en el proceso de tableteado, controlamos el coeficiente de amplitud de la distribución del tamaño de las partículas de la Vitamina B en polvo dentro de 1,2. Este polvo altamente uniforme puede integrarse perfectamente con los materiales auxiliares para garantizar que el color de cada pieza del producto acabado sea uniforme y mejorar el aspecto del producto.
Con el objetivo de solucionar el problema de que la máquina encapsuladora de alta velocidad se detiene con frecuencia debido a la escasa fluidez de las materias primas, este producto optimiza el ángulo de reposo a 32 ° mediante el control de la morfología cristalina. Las pruebas prácticas demuestran que el uso de esta vitamina B en polvo puede aumentar la velocidad de llenado en 15% por hora y reducir en gran medida el tiempo de inactividad de mantenimiento del equipo.
Adecuado para fábricas de comprimidos vitamínicos complejos, cápsulas duras o caramelos blandos. La vitamina B en polvo de gran pureza garantiza una cantidad suficiente de principio activo en un volumen de comprimido limitado, y sus buenas propiedades de compresión son muy adecuadas para procesos de tableteado de alta velocidad.
Para empresas que producen bebidas energéticas, harina enriquecida o barritas nutritivas. Debido a la excelente solubilidad en agua y resistencia al calor de la vitamina B en polvo, puede permanecer estable durante el procesamiento térmico, como la pasteurización, y no causará precipitación ni turbidez en el producto acabado.
Para clientes agrícolas que necesitan producir premezclas de alta calidad. La alta fluidez y las bajas propiedades electrostáticas de este producto permiten mezclarlo uniformemente con portadores de minerales traza para garantizar una distribución uniforme de las vitaminas en el pienso y satisfacer las necesidades nutricionales de la agricultura de precisión moderna.
Es adecuada para desarrollar marcas de cuidado de la piel con efecto reparador calmante. Los residuos extremadamente bajos de metales pesados y las características no irritantes de la vitamina B en polvo la hacen ideal para añadir a lociones, cremas o champús para mejorar la función de barrera de la piel o la salud del cabello.
La vitamina B en polvo es sensible a la luz y al calor, por lo que el almacén debe mantenerse por debajo de 25°C y la humedad relativa por debajo de 60%. Asegúrese de conservar el envase original de la capa de protección contra la luz, después de abrir la bolsa si no se agota, debe ser inmediatamente termosellada o atada para evitar la degradación oxidativa.
En la producción de preparados sólidos, se recomienda utilizar el método de dilución incremental de igual cantidad para la mezcla. La vitamina B en polvo se premezcla con la misma cantidad de material de relleno (como almidón o lactosa) y, a continuación, se añaden gradualmente el resto de materiales auxiliares para garantizar la dispersión uniforme de las materias primas traza en toda la fórmula.
Al preparar preparados líquidos, se recomienda controlar la temperatura del agua del disolvente entre 30°C y 40°C. Aunque la vitamina B en polvo es fácilmente soluble en agua, las temperaturas excesivas (más de 60°C) pueden provocar una pérdida parcial de potencia, y debe evitarse la introducción excesiva de aire durante la mezcla para reducir la oxidación.
Dado que la vitamina B puede reaccionar con los iones metálicos a un valor de pH específico, se recomienda que las paredes interiores de todos los equipos en contacto con la vitamina B en polvo (como los tanques de mezcla y los depósitos de almacenamiento) sean de acero inoxidable de grado 316L y se pasiven regularmente para evitar el deterioro catalítico por iones metálicos.